
Inhaltsverzeichnis
Problemstellung
Um eine Schraube auf das vorgegebene Drehmoment fehlerfrei anzuziehen, müssen mehrere Voraussetzungen erfüllt werden. Bevor der Prozess des Drehmomentendanzugs eingeleitet wird, muss zuerst die korrekte Kopfauflage der Schraube auf der Oberfläche des Bauteils gewährleistet sein. Ungenaue Oberflächen, Materialien unterschiedlicher Härte (Verdichtungsfähigkeit) sowie eventuell mögliche Fremdpartikel auf den Bauteilen erschweren diese Aufgabe.
Ein weiteres Problem ist oft der Schraubfall beziehungsweise das Material des Bauteils selbst. Gerade bei Kunststoffspritzgussteilen oder Aludruckgussbauteilen werden oft selbst (Gewinde-) formende Schrauben an durch einen Gussprozess geformten Schraublöchern ohne eingebrachtes Gewinde eingesetzt.
Baustelle „Spritzguss“
In den meisten Spritzgusswerkzeugen sind in einer Werkzeugform mehrere Kavitäten eingebracht. Dadurch entstehen bei einem Spritzgussvorgang – je nach Anzahl dieser Kavitäten – mehrere gleiche Werkstücke. Durch den Gussprozess selbst aber besonders durch den unterschiedlichen Verschleiß der Kavitäten in den Gussformen entstehen in den Werkstücken sehr oft Schraublöcher mit großen Toleranzen zueinander, welche aber immer noch innerhalb der zulässigen Toleranzgrenzen liegen.
Aufgrund der verschiedenen Kavitäten ist zum Beispiel bei dem einen Bauteil das Schraubloch für den dritten Schraubort an der Toleranzobergrenze, wohingegen am gleichen Bauteil aus einer anderen Kavität der gleiche Schraubort an der Toleranzuntergrenze liegt. Zwischen den beiden Toleranzgrenzen liegen zum Beispiel einige 1/100 mm bis zu 2/10 mm – je nachdem, um was für ein Material es sich bei dem Bauteil handelt und wie das Gewinde der Schraube ausgeformt ist.
Dies spielt natürlich gerade bei selbst-formenden Schrauben eine erhebliche Rolle, bezogen auf das Drehmoment beim Eindrehen (Ausformen des Gewindes in dem entsprechenden Schraubloch) der Schraube. Dadurch wird auch der Unterschied zwischen dem Eindrehmoment und dem Anzugsdrehmoment stark beeinflusst.
Dieser Unterschied ist aber das Maß für die wirkende Vorspannkraft, mit der eine Schraube die einzelnen Komponenten eines Bauteils (zum Beispiel eine Platine in einem Gehäuse) zueinanderfügt.
Im ungünstigsten Fall kann das benötigte Drehmoment für den Einschraubvorgang fast genau so groß sein wie das benötigte Drehmoment beim Endanzug der Schraube.
Vorspannkraft erreicht?
Bei einer solchen Konstellation erhält man eventuell ein Bauteil mit einer Schraube die auch die Kopfauflage erreicht hat – also augenscheinlich eine „IO Verschraubung“ ist. Die Krux ist aber, dass diese Verschraubung fast gar keine Vorspannkraft auf die verarbeiteten Bauteilkomponenten ausübt – ohne dass dies optisch oder auf eine andere, nicht zerstörende Art und Weise erkennbar wäre.
Wird dieses Bauteil nun auch noch in einem Kraftfahrzeug verbaut, so kommen noch all die Witterungseinflüsse sowie die Einsatzbedingungen hinzu. Im Winter ist es kalt, im Sommer wird es recht warm, das Auto fährt auch mal über Kopfsteinpflaster oder über eine schlechte Straße mit vielen Schlaglöchern – und schon haben wir ein Bauteil, welches eventuell nur noch lose gefügt ist.
Dies könnte zum Beispiel zu Kontaktproblemen führen oder auch einen Totalausfall des Bauteiles hervorrufen. Falls es sich jetzt auch noch um ein sicherheitsrelevantes Bauteil wie zum Beispiel das Auslösegerät für ein Airbag-Modul handelt – dann gute Nacht!
Eine selbst-formende Schraube benötigt beim Ausformen des Gewindes in Abhängigkeit vom Durchmesser des Schraubloches unterschiedliche – bei engeren Schraublöchern höhere sowie bei weiteren Schraublöchern niedrigere – Drehmomente. Um bei unterschiedlichen Eindrehmomenten an den verschiedenen Schrauborten trotzdem gleiche Vorspannkräfte auf die Bauteile zu erzeugen, müssen zwangsläufig auch die jeweiligen Drehmomente für den Endanzug der Schrauben an den einzelnen Schrauborten angepasst werden. Sonst könnten am Ende ganz unterschiedliche Ergebnisse zustande kommen:
- Die eine Schraube steht hoch, ohne eine richtige Kopfauflage zu haben – und damit ohne jegliche Vorspannkraft auf die Bauteilkomponenten zu erzeugen.
- Die andere Schraube scheint zwar richtig angezogen zu sein, jedoch ohne eine ausreichende Vorspannkraft auf die Komponenten des Bauteils zu entwickeln.
- Bei der dritten Verschraubung wurde die Elastizitätsgrenze der Gewindeflanken im Schraubloch erreicht und die Schraube steht kurz vor dem Durchdrehen. Kommen noch außergewöhnliche Belastungen hinzu (zum Beispiel kurze Schläge oder Stöße durch eine Fahrt über Kopfsteinpflaster) können die Gewindeflanken wegbrechen und die Schraube erzeugt überhaupt keine Vorspannkraft mehr.
- Natürlich ist auch die ein oder andere Schraube dabei, welche die gewünschten Zielvorgaben bezüglich der vorgegebenen Drehmomente und Vorspannkräfte erreicht, aber man kann es dem verschraubten Bauteil leider nicht ansehen, ob und wie sich die Vorspannkräfte an den einzelnen Schrauborten entwickelt haben.
Die Lösung
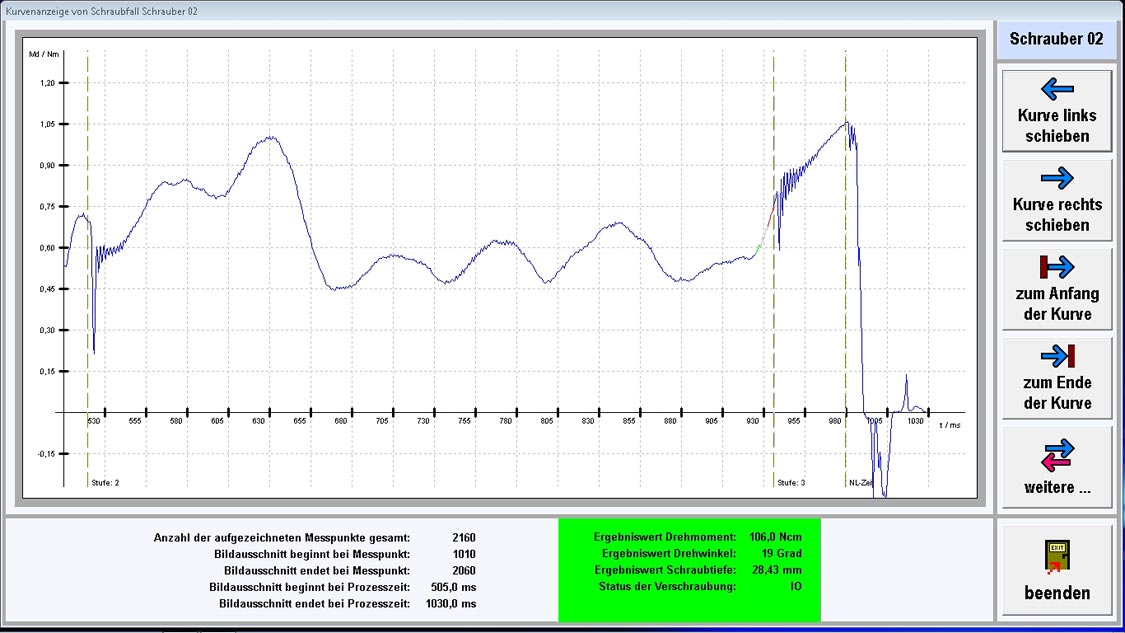
Die gleichmäßige, anhaltende Steigung der Kurve (hier kurz vor 930.ms) erlaubt eine eindeutige Feststellung der Kopfauflage und Anwendung des darauf folgenden Off-sets (Stufe 3)
Die WSM-Automation GmbH hat eine Lösung für dieses Problem erarbeitet.
Aufgrund der sehr hohen Rechenleistung und der extrem schnellen Abtastrate unserer Schraubsteuerungen wird in Echtzeit während des Einschraubvorgangs der Drehmomentverlauf der Verschraubung bewertet.
Aufgrund dieses Drehmomentverlaufes kann unter Zuhilfenahme von ausgeklügelten Rechenalgorithmen eruiert werden, zu welchem Zeitpunkt die Kopfauflage erreicht wird. Nun kann diese Schraube von dem ermittelten Punkt der Kopfanlage um ein genau definiertes Offset-Drehmoment weiter (fester) angezogen werden.
Dieses Offset-Drehmoment ist, wie schon weiter oben beschrieben, das Maß für die aufgebrachte Vorspannkraft. Somit erhält man zwar in einem Bauteil ziemlich unterschiedliche Drehmomente an den verschiedenen Schrauborten, aber es ergibt sich durch dieses sehr spezielle Schraubverfahren die gleiche Vorspannkraft auf die zu verschraubenden Komponenten – und zwar an allen Schrauborten im Bauteil.