
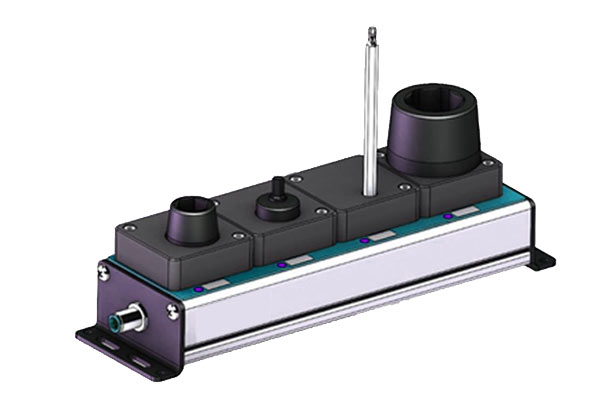
Stecknussmagazine BTB-4
(Master/Slave)
Bei komplexen Montageprozessen mit mehreren Schraubverbindungen, die mit gleichem Schraubwerkzeug bedient werden müssen, ist der Steckschlüsselwechsel unvermeidlich.
Oft kommen dabei Stecknussmagazine zum Einsatz.
Ein Stecknussmagazin, auch Stecknussbox (engl. Socket Selector) genannt, ist ein elektronisches Gerät zur Qualitätssicherung bei der Schraubmontage. Wie der Name schon sagt, wird dieses mit entsprechenden Stecknüssen für unterschiedliche Schraubverbindungen bestückt.
Das Stecknussmagazin erkennt dank eingebautem Sensor die Entnahme jeder Stecknuss oder jedes Bits und sendet an die Steuerung einen dementsprechenden, jedem Steckplatz zugeordneten einzigartigen Code. Auf diese Weise kann möglichen Verwechslungen bei der Stecknussentnahme vorgebeugt werden.
Außer für die Dokumentations- und Qualitätssicherungsfunktion werden die Stecknussmagazine oft für die Werkerführung verwendet.
So kann die Steuerung bei jedem Job ein Signal an die entsprechende Stecknuss-Zelle senden und mit Hilfe einer LED den Werker auf die richtige Stecknuss hinweisen.
Die Stecknussmagazine von Badertec sind für Bits und Stecknüsse bis zu 60mm Außendurchmesser verwendbar.
Wir bieten zwei Boxvarianten mit 4 Steckplätzen an.
Die Basis bildet eine „Master“-Box und zur Erweiterung die „Slave“-Box. An der „Master“-Box können zwei weitere „Slave“-Boxen angeschlossen werden. Dadurch erhöht sich die Anzahl der Stecknussplätze von 4 auf insgesamt 12 Stück. In der „Master“-Box ist die entsprechende Intelligenz verbaut, um über einzelnen Anschluss alle Steckplätze anzusteuern. Das vereinfacht das Kabelmanagement und verringert die Anzahl der Anschlussplätze an der Schraubersteuerung.

Funktionsweise
Jedes eingelegte Werkzeug betätigt einen Sensor. Bei Entnahme eines Schlüssels übermittelt der entsprechende Sensor die Information an den Mikrokontroller, wo die Sensorsignale verarbeitet und an die Eingänge der Steuerung übertragen werden. Die Steuerung löst das zum Werkzeug zugehörige Schraubprogramm aus.
Mit Hilfe von Mikrokontrollern können unterschiedliche Arbeitsmodi angewählt werden.
- Verarbeitung von Ein-/ Ausgangssignalen je nach Konfiguration
- 4 Sensoren zur Werkzeugerfassung
- Schnittstelle zum übergeordneten System mittels digitaler IO
- 3 unterschiedliche Modi:
- lineare Kodierung der Sensorsignale
- binäre Kodierung der Sensorsignale
- Anforderung eines Werkzeugs durch das übergeordnete System (dig. IN) mit Überwachung und Rückmeldung (dig. OUT)
- Anwahl der Betriebsmodi über Taster
- Festlegung der Sensorzahl über Taster
- Klemmleisten zum Anschluss der Sensorik (Drei-Draht-Sensoren)
- Klemmleiste zum Anschluss an ein übergeordnetes System
- Versorgungsspannung 24 V vom übergeordneten System (> 800mA)
- Folientastatur mit 5 LEDs, 1x Spannung ein, 4x Werkzeugplatz